What is PPAP?
Production Part Submission Requirements (PPAP) is a standardized procedure used by the automotive and manufacturing industries to ensure that a suppliers production parts meet the engineering design specifications and quality requirements before fullscale production begins. Established by the AIAG (Automotive Industry Action Group), PPAP provides a documented evidence package that validates a parts capability, consistency, and compliance.
The primary goal is to prevent costly rework, warranty claims, and field failures by confirming that the manufacturing process can produce parts that consistently satisfy all critical attributes.
PPAP Submission Levels
There are five accepted PPAP levels. The level chosen depends on the customers risk tolerance and the complexity of the part.
| Level | Description | Typical Use Cases |
|---|---|---|
| Level 1 | Part Submission Warrant (PSW) only | Simple, lowrisk parts with established history |
| Level 2 | PSW + complete supporting data | When the customer requests full documentation but no physical samples |
| Level 3 | Full PPAP with samples | Standard requirement for most new parts |
| Level 4 | Production trial run with customerapproved sample | Highly critical or safetyrelated components |
| Level 5 | Full PPAP plus onsite audit | Firsttime production of extremely highrisk parts |
Core Elements of a PPAP Package
AIAG defines 18 elements that may be required. The most common set includes the following:
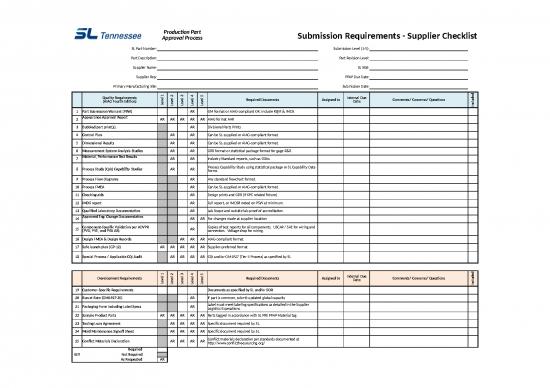
- Part Submission Warrant (PSW) The cover sheet that confirms submission level, part number, and approval status.
- Design Documentation CAD drawings, dimensional control sheets, and any engineering change orders.
- Engineering Change Documents Records of any changes after the initial design release.
- CustomerSpecific Requirements Any special instructions or standards supplied by the customer.
- Failure Mode & Effects Analysis (FMEA) Both Design FMEA (DFMEA) and Process FMEA (PFMEA) to identify potential failure points.
- Process Flow Diagram Visual representation of each manufacturing step.
- Control Plan Detailed plan describing how each critical characteristic is monitored and controlled.
- Measurement System Analysis (MSA) Gage R&R studies that demonstrate measurement repeatability and reproducibility.
- Dimensional Results Reports from statistical sampling that verify compliance with tolerances.
- Material Certifications Supplier certificates confirming material composition and grade.
- Performance Test Results Functional or performance testing data.
- Initial Sample Inspection Report (ISIR) Firstarticle inspection documentation.
- Production Trial Run Results Data from a limited production run (usually Level4).
- Packaging Confirmation Evidence that packaging meets handling and transportation requirements.
- Part Submission Warrant Signoff Signatures from both supplier and customer indicating acceptance.
Typical PPAP Submission Workflow
1. Planning & Preparation
- Review the customers PPAP specification and determine the required submission level.
- Confirm that the design is released and all engineering changes are documented.
- Develop a detailed project schedule that includes sample manufacturing, testing, and documentation preparation.
2. Process Development
- Create or validate the process flow diagram and control plan.
- Conduct PFMEA to identify risks and implement mitigation actions.
- Perform MSA on critical measurement equipment.
3. Production Trial Run
- Manufacture a statistically valid batch (often 3050 units) using final tooling and production settings.
- Collect dimensional data, functional test results, and any visual inspection findings.
4. Documentation Assembly
- Compile all required elements into the PPAP package.
- Populate the Part Submission Warrant with accurate part numbers, revision data, and submission level.
- Ensure all signatures and dates are correct before submission.
5. Customer Review
- Submit the package electronically or by courier as defined by the customer.
- Respond promptly to any clarifications or requests for additional data.
- If approved, obtain the official PPAP approval number and proceed to full production.
Common Pitfalls and How to Avoid Them
- Incomplete Documentation: Use a checklist derived from the customers PPAP manual to verify every required element before packaging.
- Outofdate Drawings: Keep a controlled drawing repository and confirm the latest revision number on the PSW.
- Poor Measurement System: Conduct a full Gage R&R study for each critical dimension; replace or recalibrate equipment that fails the study.
- Insufficient Sample Size: Follow the statistical guidelines for each characteristic (e.g., 30piece sample for typical part dimensions).
- Late Customer Feedback: Build buffer time into the schedule for potential rework on the PPAP package.
Best Practices for Successful PPAP
- Early Customer Involvement: Share preliminary PFMEA and control plans early to align expectations.
- Version Control: Use a document management system that logs revisions and provides audit trails.
- CrossFunctional Team: Include design, manufacturing, quality, and supplychain representatives from the start.
- Automated Data Capture: Integrate SPC software with inspection equipment to reduce manual transcription errors.
- Continuous Improvement: After PPAP approval, perform regular audits of the process to sustain capability.